
Tem um momento exato em que o padeiro percebe que está utilizando a ferramenta errada para o trabalho certo. Ele passou semanas aperfeiçoando a hidratação do brioche, calibrando a manteiga, ajustando os tempos de retardo. A massa cresce bem, a textura da migalha é sedosa. Mas no corte, o aroma entrega tudo: aquela nota acética penetrante, quase de vinagre diluído, que não pertence a nenhum produto de confeitaria que se preze. O fermento, esse ecossistema que ele alimenta com devoção, está produzindo o ácido errado para o contexto errado.
Este não é um problema de técnica de panificação. É um problema de ecologia microbiana mal direcionada.
A maioria dos recursos disponíveis sobre fermentação natural trata o fermento como um elemento monolítico. Alimenta-se, aguarda-se o pico, usa-se. O que essa abordagem ignora é que dentro de um mesmo vidro coexistem populações de bactérias com metabolismos radicalmente diferentes: organismos que produzem apenas ácido lático e organismos que produzem, simultaneamente, ácido lático, ácido acético e CO₂. Para pães rústicos de centeio ou campagne, essa coexistência é uma riqueza. Para um panetone artesanal ou um brioche de confeitaria, ela é o problema central.
A fermentação homofermentativa não é um conceito novo, mas sua aplicação intencional e dirigida em panificação doce ainda é um conhecimento que permanece restrito a laboratórios de microbiologia de alimentos e a pouquíssimas padarias de alto nível. O que este artigo propõe é tornar esse conhecimento operacional.
O que diferencia a rota metabólica e por que isso importa no miolo do brioche
Antes de falar em seleção de estirpes, é necessário compreender a bifurcação metabólica que ocorre no nível celular, porque é ela que determina o destino aromático de toda a massa.
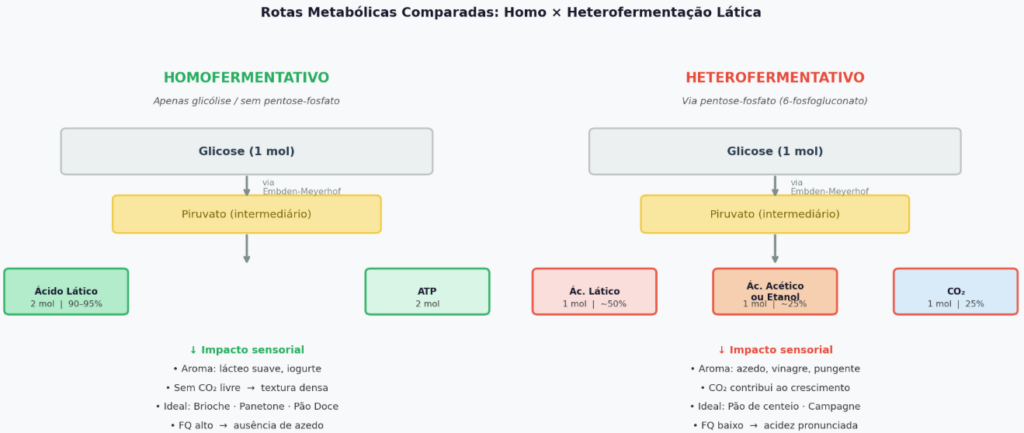
Quando uma bactéria láctica do grupo homofermentativo processa uma molécula de glicose, ela a conduz pela via Embden-Meyerhof (glicólise clássica). O resultado é estritamente dois mols de ácido lático e dois mols de ATP. Nada mais. Sem CO₂ livre, sem etanol, sem ácido acético. O rendimento energético é modesto, mas o produto final é quimicamente limpo e aromaticamente suave: um ácido de percepção láctea, reminiscente de iogurte fresco.
A rota heterofermentativa obrigatória, por outro lado, passa pela via das pentoses-fosfato (6-fosfogluconato). O resultado é uma divisão tripartida: aproximadamente 50% do carbono vira ácido lático, 25% vira ácido acético (ou etanol, dependendo das condições redox da massa) e 25% vira CO₂. Esse CO₂ contribui com volume, o que explica por que os heterofermentativos são tão valorizados em pães de estrutura aberta. Mas o ácido acético, mesmo em concentrações muito baixas, tem um limiar de percepção olfativa e gustativa significativamente mais baixo do que o ácido lático. Uma concentração de 0,2% de ácido acético livre na massa já é perceptível sensorialmente; a mesma concentração de ácido lático mal altera o perfil.
Essa diferença bioquímica tem consequências diretas e mensuráveis na massa. De acordo com De Vuyst e Neysens (2005), na revisão seminal publicada em Trends in Food Science & Technology, o parâmetro que descreve essa relação é o Quociente de Fermentação (QF), definido como a razão molar entre ácido lático e ácido acético produzidos durante a fermentação. Um QF baixo, entre 1 e 3, indica dominância acética: a assinatura dos sourdoughs rústicos, dos centeios escandinavos, dos pães de casca espessa. Um QF elevado, acima de 5 e idealmente entre 7 e 14, indica dominância lática: o território onde os panetones italianos vivem.
Não por acaso, a Deutsche Nationalbibliothek registrou no trabalho de Michael Gänzle (2014), um dos pesquisadores mais citados em microbiologia de sourdough, que o QF é um dos indicadores mais confiáveis de adequação do fermento para aplicações em panificação doce. Fermentações conduzidas predominantemente por homofermentativos em temperatura entre 35 e 37 °C frequentemente resultam em QF superiores a 9, enquanto fermentações heterofermentativas conduzidas a 20–25 °C raramente ultrapassam QF 3.
As estirpes que fazem o trabalho: quem são os homofermentativos relevantes para panificação doce
A tabela de microrganismos documentados em sourdoughs, publicada na revisão de Pérez-Alvarado et al. (2022) no Frontiers in Microbiology, lista mais de 90 espécies de bactérias lácticas já isoladas de massas fermentadas. Desse universo, apenas um subgrupo atende ao critério fundamental: produzir exclusivamente ácido lático como produto final da fermentação de hexoses. São os homofermentativos obrigatórios.
Para panificação doce de alto padrão, cinco espécies concentram a maior parte da evidência técnica e dos relatos de uso aplicado:
Lactobacillus amylovorus é, provavelmente, o mais estudado para aplicação específica em sourdough. O trabalho de De Vuyst et al. (2002), publicado no Applied and Environmental Microbiology, identificou que a temperatura ótima de crescimento desta espécie está entre 34 e 37 °C e o pH ótimo em torno de 5,4. O modelo preditivo desenvolvido por Callewaert et al. no Journal of Applied Microbiology (publicado no PMC como artigo sobre modelagem de crescimento bacteriano) confirmou que, nessas condições, a acidificação é pronunciada e quimicamente direcionada para o ácido lático, com QF médio entre 8 e 12. O perfil aromático resultante é descrito como lácteo limpo, com notas leves de iogurte fresco, completamente compatível com massa de panetone.
Lactobacillus amylolyticus opera em temperatura ligeiramente mais alta, com ótimo entre 37 e 40 °C. Documentado principalmente em fermentações de cereais úmidos e em sourdoughs industriais de tipo II, esta espécie produz QF entre 9 e 13 e tem a característica notável de gerar um perfil aromático quase neutro, praticamente imperceptível quando incorporado à massa. Para brioches de confeitaria onde qualquer nota fermentada seria interpretada como defeito, esse comportamento é um trunfo raro.
Lactobacillus delbrueckii tem uma história longa na indústria de laticínios (é um dos microrganismos do iogurte) e tem sido progressivamente estudado em contextos de panificação. Sua faixa de temperatura ótima, entre 40 e 45 °C, exige cuidado especial: massas conduzidas a essa temperatura precisam de controle rigoroso para não entrar em zona de inibição de leveduras. Quando bem manejado, o QF resultante fica entre 7 e 11, e o perfil aromático apresenta notas lácteas com um toque ligeiramente cremoso, que complementa massas com alto teor de manteiga.
Lactobacillus helveticus é outro vindo da tradição queijeira, especialmente de queijos suíços de alta altitude. O trabalho de De Vuyst et al. (2017), publicado em Advances in Applied Microbiology, menciona esta espécie em associação com o fermento de panificação especializados. O QF pode atingir valores entre 8 e 14 em condições controladas, e o perfil aromático tende para notas aminoácidas sutis, quase de fundo, que enriquecem a complexidade sem intrometer.
Lactobacillus acidophilus, embora com temperatura ótima ligeiramente mais baixa (35–38 °C) e QF típico entre 6 e 9, aparece com frequência em fermentações mistas deliberadas onde se busca um equilíbrio entre leveza e fundo fermentado controlado.
O dado que importa e que raramente aparece na literatura de acesso popular: nenhuma dessas espécies domina espontaneamente um fermento construído a partir de farinha e água à temperatura ambiente. O ambiente de 22–26 °C favorece heterofermentativos como os do grupo Fructilactobacillus sanfranciscensis (antigo L. sanfranciscensis), que são fisiologicamente superiores a temperaturas mais baixas. Isso significa que qualquer fermento cultivado nas condições padrão que a maioria dos guias prescreve está, por padrão, inclinado para a produção acética.
A seleção por temperatura é o primeiro e mais poderoso mecanismo de direcionamento ecológico.
Cenário A e cenário B: o mesmo fermento, dois destinos
Para tornar essa diferença concreta, considere dois padeiros que partem do mesmo fermento de trigo, maturado há 8 meses, com microbiota mista típica.
Cenário A — Rotina Padrão para Pão Rústico: o padeiro alimenta o fermento em proporção 1:2:2 (fermento:farinha:água) e o mantém a 24 °C. Em 8 horas, o fermento dobrou de volume e está no pico. O pH caiu para 3,8. O perfil aromático é vivo, acético, com fundo alcoólico. Para incorporar em um pão de centeio 80%, esse é o fermento ideal: o ácido acético vai estruturar a migalha densa e contribuir para a vida de prateleira. QF provável: 2,5 a 4.
Cenário B — Condicionamento Homofermentativo para Panetone: o mesmo fermento, mas submetido a um protocolo de condicionamento de 7 dias. As alimentações são realizadas em proporção 1:3:3, com farinha branca forte (W ≥ 350), hidratação descendente de 80% para 60%. A temperatura é progressivamente elevada: dias 1–2 a 30 °C, dias 3–4 a 33 °C, dias 5–7 a 36–37 °C. Em cada ciclo, a pressão seletiva da temperatura mais alta favorece as espécies homofermentativas que têm ótimo acima de 34 °C, enquanto penaliza o metabolismo dos heterofermentativos obrigatórios, que perdem eficiência enzimática e crescem mais lentamente. Após 7 dias, o pH no pico está entre 4,8 e 5,2, o aroma é leve e lácteo, e o QF estimado está acima de 7. O fermento chegou a um estado que os italianos da tradição do panetone de Milão chamam de lievito madre dolce.
A diferença no produto final é perceptível desde o primeiro corte. A massa do Cenário B apresenta desenvolvimento aromático de notas lácteas, manteiga e ligeiro mel, o que é correto em um panetone. A massa do cenário A, usada erroneamente neste contexto, entregaria uma nota pungente que nem 500 gramas de manteiga italiana conseguiriam encobrir.
O estudo de Callewaert et al., disponível no PMC (artigo PMC123765), que modelou o crescimento de L. amylovorus DCE 471 em condições de sourdough, confirmou experimentalmente que a temperatura ótima de 37 °C e pH 5,4 coincidem exatamente com as condições que o Cenário B busca estabelecer e que nessas condições a produção de ácido lático é prioritária e estável.
A variável mais subestimada: hidratação como instrumento de seleção ecológica
Se a temperatura é o primeiro instrumento de seleção, a hidratação da massa é o segundo, e sua influência sobre o perfil de ácidos é tão profunda quanto frequentemente ignorada.
A lógica é a seguinte: em um ambiente com alta atividade de água (massa líquida, hidratação acima de 90%), o movimento de metabólitos é facilitado e as bactérias têm acesso fácil a substratos. Nessas condições, os heterofermentativos prosperam e a produção de CO₂, etanol e ácido acético é favorecida. Já em massas firmes (hidratação entre 50 e 65%), a mobilidade bacteriana é reduzida, a concentração de ácidos se eleva mais rapidamente no entorno de cada colônia, e o feedback inibitório do ácido acético sobre os próprios heterofermentativos se torna um mecanismo de autorregulação. Os homofermentativos, com melhor tolerância a ambientes de baixo pH e menor atividade de água, saem relativamente favorecidos.
Essa dinâmica foi documentada no trabalho de De Vuyst et al. (2021), publicado em Critical Reviews in Food Science and Nutrition, que examinou as estratégias de fermentação em sourdoughs de diferentes consistências. Fermento firmes tendem a apresentar menor produção acética e maior estabilidade de QF ao longo do tempo.
Para o padeiro que trabalha com panetone, isso tem uma implicação prática muito direta: a tradição do lievito madre italiano de manter o fermento em forma cilíndrica, a uma hidratação entre 45 e 55%, enrolado em pano e submerso em água açucarada, não é apenas estética ou ritual. É microbiologia aplicada. A submersão em água cria anaerobiose, reduz a produção de ácido acético (que exige condições oxidativas ou frutose como co-substrato para ser produzido pelos heterofermentativos), e a hidratação firme favorece o perfil homofermentativo.
Por que o ácido acético precisa de oxigênio para ser produzido e como isso vira ferramenta?
Existe uma nuance bioquímica que, quando compreendida, abre um novo grau de controle sobre o perfil ácido da fermentação. As bactérias heterofermentativas obrigatórias têm dois destinos possíveis para o fosfato de acetila gerado na via das pentoses-fosfato: podem convertê-lo em etanol (via álcool desidrogenase, que regenera NAD⁺) ou em ácido acético (via acetato quinase, que gera ATP adicional). O que decide esse caminho é a disponibilidade de aceptores de elétrons alternativos.
Em condições de baixo oxigênio (anaerobiose) e ausência de substratos oxidados como frutose, a rota preferida é a produção de etanol, que é um aceptor de elétrons mais eficiente do ponto de vista redox. Quando há oxigênio disponível ou quando frutose está presente como co-substrato, a produção de ácido acético aumenta significativamente, porque a frutose pode ser reduzida a manitol, regenerando o NAD⁺ necessário sem precisar do etanol.
Isso significa que um fermento mantido em vidro bem vedado, sem agitação frequente e sem adição de mel ou xaropes ricos em frutose, terá menor produção acética do que o mesmo fermento em ambiente aerado, mesmo que a composição microbiana seja idêntica. Para o padeiro que ainda não condicionou completamente o fermento para dominância homofermentativa, mas precisa usar o que tem para um panetone amanhã, vedar o recipiente durante a fermentação e evitar farinhas integrais (ricas em pentosanas que servem de substrato alternativo) é uma mitigação emergencial válida.
O protocolo de condicionamento: sete dias para redirecionar um ecossistema
Não existe atalho microbiológico genuíno. Mas existe um protocolo sistematizado, derivado da prática documentada em padarias italianas especializadas e suportado pela pesquisa de De Vuyst et al. (2017) sobre ecologia de sourdoughs conduzidos a altas temperaturas.
O princípio geral é a pressão seletiva progressiva. Não se trata de matar os heterofermentativos, isso exigiria condições que prejudicariam o fermento como um todo, mas de criar condições onde os homofermentativos crescem mais rápido, produzem ácido mais eficientemente e, ao abaixar o pH, criam um ambiente progressivamente menos hospitaleiro para os competidores que são mais sensíveis à acidez láctica intensa.
Dias 1 e 2 — Fase de Aquecimento Gradual: a temperatura é elevada para 30–32 °C, que já está acima do ótimo dos heterofermentativos mais comuns (F. sanfranciscensis tem ótimo entre 20 e 25 °C). A proporção 1:2:2 com farinha branca reduz o substrato disponível para pentosas, limitando a rota heterofermentativa alternativa. Nessa fase, o cheiro do fermento ainda pode ter resíduos acéticos do estado anterior, isso é esperado e não indica falha.
Dias 3 e 4 — Seleção por Temperatura e Concentração: a temperatura sobe para 34–36 °C. A proporção muda para 1:3:3, aumentando a diluição relativa da massa e reduzindo a densidade de competidores já estabelecidos. A hidratação começa a cair, passando para 70–75%. O cheiro do fermento começa a mudar perceptivelmente: as notas acéticas diminuem, e emerge um aroma mais suave. O QF começa a subir.
Dia 5 — Consolidação do Perfil Homofermentativo: temperatura entre 36 e 37 °C. Hidratação cai para 60–65%. Alimentação 1:3:3. Nesse ponto, se o protocolo está funcionando, o pH no pico de atividade deve estar entre 4,8 e 5,2. Um pH abaixo de 4,5 indica que o processo está excessivamente ácido e uma alimentação extra (diluição 1:4:4) pode ser necessária para evitar inibição das próprias populações homofermentativas.
Dias 6 e 7 — Verificação e Estabilização: o fermento está, para fins práticos, condicionado. O critério sensorial é claro: cheiro suave, lático, sem qualquer nota pungente de vinagre. O critério analítico (para quem dispõe de tiras de pH ou potenciômetro) é pH entre 4,8 e 5,2 no pico, com queda de 1,2 a 1,8 unidades de pH em relação ao estado pós-alimentação. O fermento está pronto para uso em panetones e brioches.
Um detalhe técnico que faz diferença considerável: durante todo o protocolo, a farinha usada deve ser branca, de força (W acima de 300) e preferencialmente sem adição de malte ou enzimas amilásicas externas. A razão é que farinhas integrais contêm maior proporção de pentosanas e arabinoxilanas, que funcionam como substrato alternativo para os heterofermentativos, desviando parte da fermentação para a rota acética mesmo em temperaturas elevadas.
A armadilha do pH baixo demais: quando a homofermentação vira problema
Existe um paradoxo que nenhuma receita de panetone menciona, mas que todo padeiro que trabalhou com lievito madre de verdade já encontrou: um fermento homofermentativo não controlado pode produzir acidez suficiente para degradar a estrutura proteica da massa de forma tão agressiva quanto um fermento excessivamente acético.
O mecanismo é diferente, mas o resultado pode ser similar. O ácido lático, produzido em concentração muito elevada (pH abaixo de 4,2 na massa), ativa proteases endógenas da farinha, enzimas que ficam dormentes em pH neutro, mas que se tornam altamente ativas em pH ácido. Essas proteases, especialmente as do tipo cisteína presentes no trigo, quebram as pontes dissulfeto do glúten, desestabilizando a rede proteica que dá sustentação à massa do panetone.
O ponto de controle prático é monitorar o pH no pico de atividade e garantir que o fermento nunca chegue ao uso com pH abaixo de 4,5. Para a produção de panetone tradicional, o lievito madre é geralmente usado com pH entre 4,7 e 5,1, uma faixa que garante atividade fermentativa suficiente para o desenvolvimento da massa enriquecida sem comprometer a integridade do glúten.
Fermento homofermentativo em massa sem glúten: desafios específicos
A aplicação de homofermentativos em pães sem glúten, o tema que motivou o título deste artigo, apresenta uma camada adicional de complexidade que merece atenção específica.
Em massas convencionais, a rede de glúten cumpre o papel estrutural que mantém os gases de fermentação aprisionados, permitindo o desenvolvimento do volume. Em massas sem glúten, esse papel é transferido para amidos gelatinizados, gomas (xantana, guar, HPMC) e proteínas alternativas (farinha de arroz, amido de tapioca, farinha de mandioca). Esse substrato diferente interage com a microbiota fermentativa de formas que a literatura sobre sourdough de trigo não descreve adequadamente.
O primeiro ponto crítico é que muitos amidos alternativos são hidrolisados mais lentamente pelas amilases bacterianas do que o amido de trigo. Isso significa que o substrato disponível para os lactobacilos homofermentativos pode ser mais limitado nas primeiras horas de fermentação, tornando o processo mais lento e às vezes irregular. A adição de 5 a 8% de açúcar (sacarose ou dextrose) à farinha de alimentação do fermento pode compensar parcialmente essa limitação durante a fase de condicionamento.
O segundo ponto é que as massas sem glúten têm menor capacidade tamponante do que as massas de trigo, o que significa que o pH cai mais abruptamente durante a fermentação. Um fermento homofermentativo bem condicionado, ao ser incorporado a uma massa de arroz e tapioca, pode abaixar o pH da massa para valores proteoliticamente danosos mais rapidamente do que o mesmo fermento em massa de trigo. A taxa de inoculação precisa ser reduzida, tipicamente entre 10 e 15% em massa sobre o peso de farinha, contra os 20–25% comuns em receitas convencionais e o tempo de fermentação final deve ser monitorado mais atentamente.
O terceiro ponto é específico para brioches e panetones sem glúten enriquecidos com ovos e manteiga: a gordura e os emulsificantes naturais da gema de ovo criam uma barreira física em torno das bolhas de gás que compensa parcialmente a ausência da rede de glúten. Nesse contexto, um fermento homofermentativo que não produz CO₂ livre é, paradoxalmente, bem-vindo: o gás responsável pelo desenvolvimento do volume vem exclusivamente da levedura (Saccharomyces cerevisiae ou Kazachstania humilis), e o fermento homofermentativo contribui apenas com acidificação controlada e compostos aromáticos. Essa divisão funcional, levedura para volume, bactéria homofermentativa para aroma e conservação, é exatamente o que os padeiros italianos de panetone artesanal praticam há décadas sem necessariamente verbalizá-la em termos microbiológicos.
Leitura do fermento sem equipamento: os sinais que o nariz e os olhos interpretam
Nem todo padeiro dispõe de potenciômetro, tiras de pH confiáveis ou qualquer instrumento analítico. A boa notícia é que um fermento bem condicionado para dominância homofermentativa comunica seu estado por vias sensoriais claras, desde que o observador saiba o que está avaliando.
O cheiro é o indicador mais imediato. Um fermento homofermentativo maduro e pronto para uso em panetone tem um aroma que a maioria das pessoas descreve como coalhada fresca, iogurte suave ou leite levemente fermentado. Não há nota de vinagre, de álcool pronunciado ou de queijo curado. Qualquer pungência nasal indica produção acética residual, sinal de que o condicionamento precisa de mais tempo ou que a temperatura de manutenção está abaixo do ideal.
O sabor, para quem tem tolerância a provar o fermento diretamente, confirma o olfato. Deve ser azedo, sim, mas com uma acidez suave e redonda, sem a mordida aguda que o ácido acético produz na ponta da língua. A analogia mais precisa é a diferença entre um iogurte natural integral e um molho de peixe: ambos são ácidos, mas a qualidade da acidez é completamente diferente.
O comportamento na alimentação também comunica: um fermento homofermentativo bem estabelecido tem um pico de atividade mais curto e previsível do que uma massa-mãe mista. Em temperatura de 36–37 °C e alimentação 1:3:3, o pico ocorre entre 4 e 6 horas. O colapso após o pico é suave, a massa não liquefaz rapidamente como acontece com fermento muito heterofermentativos que produzem muito CO₂ e criam uma estrutura de espuma instável.
Manutenção em regime de alta produção: quando o padeiro usa o fermento todo dia
Um cenário específico que gera dúvida genuína: como manter o fermento condicionado para homofermentação quando ele está sendo utilizado diariamente, muitas vezes em grandes proporções?
O risco real é a recontaminação progressiva. Cada vez que o fermento é usado, parte da microbiota estabelecida é removida. Se o ambiente da cozinha, a farinha de alimentação ou os utensílios introduzirem esporos ou células viáveis de heterofermentativos, eles podem recolonizar o fermento ao longo de dias ou semanas, especialmente se a temperatura de manutenção cair abaixo de 34 °C nos períodos entre usos.
A prática mais eficiente para padeiros em regime intenso é manter dois fermento: um “mãe” (o fermento de reserva, sempre mantido nas condições de condicionamento, raramente usado diretamente) e um “filho” (preparado a partir da mãe 18–24 horas antes do uso, em temperatura de trabalho e com as proporções necessárias para a produção do dia). Assim, o fermento mãe permanece como uma reserva geneticamente estável da microbiota homofermentativa condicionada, enquanto o fermento filho é a ferramenta de trabalho. Se o filho mostrar sinais de deriva ácida (cheiro acético, pH muito baixo), ele é descartado e reiniciado a partir da mãe, que foi preservada nas condições corretas.
Esse protocolo de dois níveis é descrito implicitamente na literatura italiana sobre lievito madre, onde o conceito de “rinfrescata” (alimentação de refresco) tem exatamente essa função de manutenção da microbiota. A rinfrescata de um panetone clássico pode envolver três ou quatro alimentações consecutivas no dia anterior ao uso, todas a temperatura controlada entre 26 e 30 °C, para ativar o fermento sem comprometer seu perfil.
A intersecção com compostos voláteis: o que o fermento homofermentativo doa ao aroma final
A ausência de ácido acético não significa ausência de complexidade aromática. Esse é um equívoco que leva muitos padeiros a temer que um fermento “suave” produza um pão insípido.
O que a dominância lática faz é liberar espaço aromático para que outros compostos se expressem. O ácido acético, por ter limiar olfativo baixíssimo (detectável em concentrações de partes por milhão), mascara compostos mais delicados quando presente. Com ele fora do caminho, o Maillard se expressa mais claramente na crosta, as notas de manteiga oriundas do metabolismo das leveduras (por via de produção de diacetil e ésteres) ficam mais perceptíveis, e os aminoácidos livres produzidos pela proteólise controlada contribuem com o umami característico de fermentações longas.
A revisão de Pérez-Alvarado et al. (2022) menciona a produção de 2-acetil-1-pirrolina, o composto responsável pelo aroma de crosta assada, como um produto do metabolismo de ornitina pela via da arginina deiminase (ADI) das bactérias lácticas. Esse composto é produzido tanto por homofermentativos quanto por heterofermentativos, mas sua percepção sensorial é mais nítida quando não está competindo com a pungência acética.
O ácido lático, por sua vez, participa da reação de Maillard de forma diferente do ácido acético. Ele é um intermediário na formação de aldeídos como o propanal e o metilbutanal, que contribuem com notas maltadas e de caramelo leve, exatamente o fundo aromático que distingue um panetone artesanal de fermentação longa de uma imitação industrial. Essa contribuição bioquímica específica do ácido lático ao Maillard é, em si mesma, um argumento técnico sólido para o investimento no condicionamento homofermentativo.
Conclusão: o fermento como decisão técnica, não como acidente de cozinha
Manter um fermento “azedo” para usar em panetone é como usar um torno mecânico para lavrar joalheria fina: a ferramenta tem capacidade, mas não está calibrada para o trabalho. A fermentação homofermentativa dirigida não é um refinamento opcional, para entusiastas é a diferença fundamental entre um produto que expressa sua identidade aromática completa e um produto que está, sutil ou explicitamente, errado.
O caminho não exige equipamentos industriais. Exige compreensão do que acontece na escala das células: qual via metabólica está ativa, quais espécies estão prosperando sob quais condições, e como temperatura, hidratação e aeração são alavancas de seleção ecológica tão precisas quanto qualquer termômetro ou balança.
O fermento que não cheira a azedo não é um “fraco” ou “sem personalidade”. É ecossistema foi dirigido com intenção. E é exatamente esse nível de intenção que separa a panificação de elite da panificação por receita.
Referências técnicas e científicas
Pérez-Alvarado O. et al. “Role of lactic acid bacteria and yeasts in sourdough fermentation during breadmaking: Evaluation of postbiotic-like components and health benefits.” Frontiers in Microbiology, 13:969460 (2022). DOI: 10.3389/fmicb.2022.969460.
De Vuyst L.; Neysens P. “The sourdough microflora: biodiversity and metabolic interactions.” Trends in Food Science & Technology, 16(1–3): 43–56 (2005).
De Vuyst L.; Van Kerrebroeck S.; Leroy F. “Microbial ecology and process technology of sourdough fermentation.” Advances in Applied Microbiology, 100: 49–160 (2017).
Callewaert R. et al. “Modeling Growth and Bacteriocin Production by Lactobacillus amylovorus DCE 471.” Applied and Environmental Microbiology, 68(3): 1431–1435 (2002). PMC123765.
Gänzle M.G. “Enzymatic and bacterial conversions during sourdough fermentation.” Food Microbiology, 37: 2–10 (2014). Deutsche Nationalbibliothek — D-NB 1058141058.
MDPI Foods, Optimizing Lactic Acid Bacteria Proportions in Sourdough (2024) — razão lático:acético 4:1 a 10:1.



